鎂課堂:(六十二)細晶超塑性鎂合金材料的制備
2016年05月17日 9:39 11521次瀏覽 來源: 中國有色金屬報 分類: 鎂資訊 作者: 王祝堂
前面介紹過,鎂合金晶粒尺寸小于10μm時會呈現高的超塑性,那么怎樣才能獲得細晶粒組織呢?在生產實際中,常用的細化晶粒工藝有制備方面的,也有塑性變形方面的。前者的工藝為:添加晶粒細化劑、高速凝固法、粉末冶金法、噴射沉積法、機械合金化法和非晶晶化法等,其中高速凝固法效果最佳,可以制得晶粒只有0.5μm~1μm的細晶粒鎂合金錠坯。后者就是采用壓力加工工藝制備晶粒粗細小的鎂合金材料,例如采用大擠壓比熱擠壓的鎂合金棒材與用大鍛造比生產的鎂合金坯料晶粒均可小到2μm~5μm;通過等徑角擠壓(ECAE,Equal Channel Angular Extrusion)或扭轉應變大塑性變形后,鎂合金晶粒尺雨可達到0.5μm~1μm;對切屑進行擠壓也能得到晶粒尺寸1μm~3μm的細晶粒鎂合金棒材;溫(冷)軋與靜、動態再結晶相結合也可以顯著細化鎂合金晶粒。
扭轉變形和等徑角擠壓都屬于大塑性變形法,可以在低溫下細化金屬材料的組織,可以制備具有亞微米級甚至納米級顯微結構的材料。大塑性變形法通常有兩種工藝:扭轉法與等徑角擠壓法,但扭轉工藝復雜且難以制備大尺寸材料,因而其應用受到很大限制;而等徑角擠壓法工藝較為簡單,可以制得大體積的超細晶粒的鎂合金材料,受到人們的廣泛關注,它是前蘇聯科家塞加爾(Segal)1981年提出的。
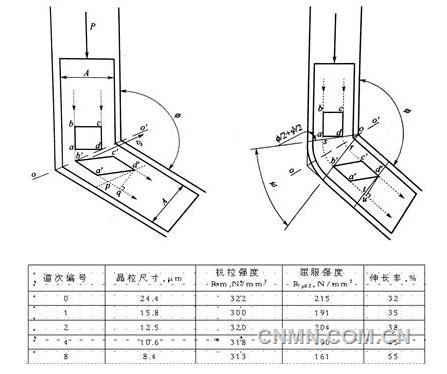
等徑角擠壓法的基本原理如下圖所示,左邊的無外側圓弧的ECAE示意圖,右邊的為帶外側圓弧的ECAE示意圖。由圖可見,塊狀試樣的外力P作用下,通過互成Φ角且橫截面形狀、尺寸相同的兩段通道而產生塑性變形,不過材料在通過兩通道結合面O-O'時會受到Us方向的剪切應力,發生剪切變形。如果不考慮試樣與模具之前的摩擦等處部因素的影響,那么可以將方形abcd變成四邊形單元a'b'c'd'。材料整體通過O-O'后可以獲得均勻的剪切變形,材料每通過一次擠壓所獲得的剪切應變γ=2cotΦ/2。式中γ為剪切應變,Φ為通道側夾角。
由于ECAE擠壓兩通道的形狀和橫戴都相同,因此每次擠壓前后材料形狀和尺寸都保持不變,故可以實現多次重復擠壓而積累大的應變,從而獲得極細的晶粒組織。
影響ECAE過程的工藝參數很多,主要有擠壓、次數、擠壓溫度、模具結構、應變速率、擠壓路徑等。其中影響最大的是擠壓溫度、模具結構與擠壓、路徑。
通常,擠壓溫度越低,擠壓速度越快,則鎂合金晶粒越細小,然而擠壓溫度過低或擠壓速度過快,鎂合金變形得不到充分發揮,易產生裂紋。因此,為獲得細小均勻的組織,宜采取低溫多道次的擠壓工藝。
模具結構不僅決定每道次應變量的大小,而且對試樣各部位的均勻性也有影響,模具結構含3個參數:兩等截面通道夾角Φ,Φ越小每道次獲得的應變越大,Φ=90°時晶粒細化效果最佳。通道外側圓弧半徑是影響應變量的重要因素,較小R不僅能提高應變量而且可以提高應變均勻性,R為O時能夠產生最大的剪切應變。加大通道內側圓弧半徑r則降低應變量。因此,如果想要最大的應變量,夾角Φ宜小;適當減小通道外側圓弧半徑R可以提高應變均勻性;為了使試樣擠壓后仍保持相同的外形尺寸,可適當加大內側圓弧半徑γ。不同道次ECAE擠壓后AZ61鎂合金的晶粒尺寸及力學性能見下表。
由表中的數據可見,隨著等徑角擠壓次數的增加,合金的晶粒尺寸一次比一次的減少,力學性能逐一改善,特別是伸長率的改善尤為明顯。
責任編輯:淮金
如需了解更多信息,請登錄中國有色網:hnfenyang.com了解更多信息。
中國有色網聲明:本網所有內容的版權均屬于作者或頁面內聲明的版權人。
凡注明文章來源為“中國有色金屬報”或 “中國有色網”的文章,均為中國有色網原創或者是合作機構授權同意發布的文章。
如需轉載,轉載方必須與中國有色網( 郵件:cnmn@cnmn.com.cn 或 電話:010-63971479)聯系,簽署授權協議,取得轉載授權;
凡本網注明“來源:“XXX(非中國有色網或非中國有色金屬報)”的文章,均轉載自其它媒體,轉載目的在于傳遞更多信息,并不構成投資建議,僅供讀者參考。
若據本文章操作,所有后果讀者自負,中國有色網概不負任何責任。
