鎂課堂:(六十八)鎂合金的鍛造工藝
2016年08月02日 9:41 11688次瀏覽 來源: 中國有色金屬報 分類: 鎂資訊
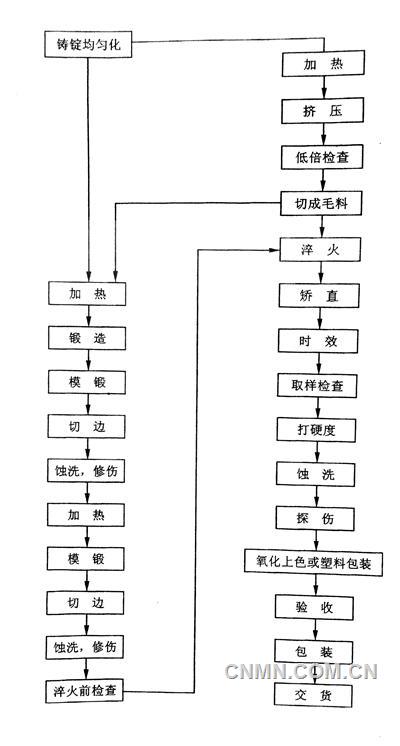
鎂合金鍛造對坯料顯微組織有嚴格要求,只有晶粒細小且分布均勻的鑄造圓錠才適于直接鍛造,因為鍛造變形要求坯料有良好的塑性變形能力,通常只有含Zr的并通過優化的熔煉鑄造工藝制備的錠坯才可以鍛造。因此,適于鍛造的鎂合金大都是Mg-Zn-Zr或Mg-RE(稀土元素)系合金,它們有足夠細小的晶粒組織,而常用的Mg-Al系合金由于不能以Zr細化晶粒,其鑄錠不適于直接鍛造,但是可以通過擠壓制坯獲得適于鍛造的坯料,不過生產成本卻有所上升,同時Mg-Al系合金在鍛造過程中有較大的晶粒長大傾向,因此這類合金較少用于制造鍛件。Mg合金的典型鍛造工藝(見圖1)。
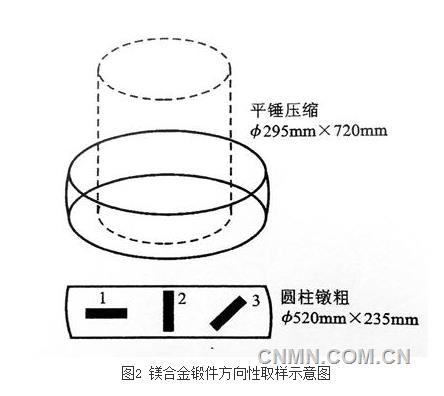
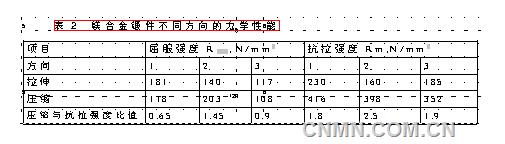
由于鍛造工件沿一個方向的變形較為嚴重,同時由于鎂屬密集六方晶格,因此鎂合金鍛件力學性能具有顯著的方向,沿變形方向的抗拉強度明顯高于其他方向的(圖2及表2)。為了消除鍛件性能的不均性,可采用三維方向反復鍛造法,用此法生產的鍛件各個方向的力學性能可以達到幾乎一致,大大提高了力學性能的均勻性。
由表2中的數據可見,鍛件力學性能有著明顯的方向性,水平方向即金屬流動方向“1”的抗拉強度Rm最高。在大多數情況下,鎂合金鍛件的力學性能取決于鍛造時的應變硬化,溫度越低應變硬化趨勢越明顯,但溫度不宜過低,以免鍛件開裂。多火次鍛造時,應逐次下降鍛造溫度,以防再結晶與晶粒長大,同時保證終鍛產品具有大的應變硬化。多火次鍛造時,后一火次的溫度可比前一次的低18℃左右。
當下可以制造各種尺寸和形狀的鍛件,但它們的尺寸主要取決于設備能力和結構。鎂合金在較低速度下變形時,有著較高的熱塑性。為了避免工件開裂,通常采用液壓機與低速壓力機,鍛造變形量可達70%~90%,但在錘鍛機上的變形量只有30%~70%。
責任編輯:淮金
如需了解更多信息,請登錄中國有色網:hnfenyang.com了解更多信息。
中國有色網聲明:本網所有內容的版權均屬于作者或頁面內聲明的版權人。
凡注明文章來源為“中國有色金屬報”或 “中國有色網”的文章,均為中國有色網原創或者是合作機構授權同意發布的文章。
如需轉載,轉載方必須與中國有色網( 郵件:cnmn@cnmn.com.cn 或 電話:010-63971479)聯系,簽署授權協議,取得轉載授權;
凡本網注明“來源:“XXX(非中國有色網或非中國有色金屬報)”的文章,均轉載自其它媒體,轉載目的在于傳遞更多信息,并不構成投資建議,僅供讀者參考。
若據本文章操作,所有后果讀者自負,中國有色網概不負任何責任。
